Snowboard
From DDL Wiki
| Line 506: | Line 506: | ||
== Design for Manufacture and Assembly == | == Design for Manufacture and Assembly == | ||
| + | |||
| + | === Design for Manufacture === | ||
| + | Snowboard manufacture is a manual process. Plastic, fiberglass, and wood are layered successively to form a durable board with the necessary mechanical and dynamic properties. Additionally a steel edge is affixed to encircle the board edge entirely to facilitate grip on snow and ice. The layers and edge are bonded with an epoxy resin, which is cured in a press under heat and pressure. | ||
| + | |||
| + | In some ways, the board is designed for ease of manufacture. The manufacturing process takes advantage of plastic as an ideal surface for printed graphics. Wooden or foam core layers are easy to work with. | ||
| + | |||
| + | Otherwise, however, the layering to form the composite board and handling of resins is cumbersome and potentially hazardous. The manufacturing process could be expedited by automating the sizing, printing, layering, cutting, and bonding of the various layers. | ||
| + | |||
| + | In addition, binding manufacture was considered. Multiple sets of functionality are provided for by parts in slightly different configurations, which decreases replaceablilty and standardization. For example, the rivets and screws are nearly identical throughout but could be standardized completely. Furthermore the buckle and strap assemblies for toes and ankles are similar but could also be made identical. Finally, the bindings have an asymmetrical footprint contoured to accommodate a left and a right foot. This may be optimizeable, since the binding can be made to securely hold a symmetrically shaped boot. | ||
| + | |||
| + | === Design for Assembly === | ||
| + | There is no post-manufacture assembly of the snowboard, as it is one piece. | ||
| + | |||
| + | The bindings are assembled, consist of several sub assemlbies, and total 44 parts each. Subassemblies for the toe and ankle buckles are similar, but could be made identical. The screws and rivets used to fix the straps and buckles to the binding could also be standardized. | ||
| + | Bindings come in pairs, but the foot prints of the left and right are not symmetrical. This may not be necessary and adversly affects replaceability. | ||
| + | |||
| + | === DFMA Conclusions === | ||
| + | * A snowboard is made from composite materials, which are difficult and cumbersome to work with | ||
| + | * The snowboard manufacturing process is manual, labor intensive, and may be completely overhaulable | ||
| + | * Binding components can be standardized to facilitate assembly and replacement | ||
| + | |||
== Failure Modes and Effects Analysis == | == Failure Modes and Effects Analysis == | ||
Revision as of 18:23, 12 February 2012
Contents |
Executive Summary
Stakeholders
We have identified four major stakeholders in the life cycle of the competitor's product: the user, the retailer, the manufacturer and the shipping company. Below is a list of the needs of each stakeholder concerning the product.
Users
The user is the main person to use the product, therefore his needs are the ones that should be first taken into consideration when redesigning the competitor's product.
- Low price
- Light with sufficient rigidity and flexibility
- Durable
- Board should have sharp edges but remain safe to carry
- Adjustability and strength of bindings
- Ergonomics of bindings: they should be easy to strap on and release
- Appearance, branding
Retailers
The needs of the retailer are centered around making profit by selling the product, and facilitating the after-sales service.
- Profitability
- Appearance, branding, appeal
- Easy to store: small weight and dimensions
- Serviceability: standardization of parts
Manufacturers
The needs of the manufacturers are aimed at easy and cheap manufacturability.
- Simple geometries
- Limited number of parts
- Cheap materials that are easy to work with
- Cheap manufacturing processes
- No toxic materials
- Easy to store: small weight and dimensions
Shipping Companies
The shipping companies want an easy to carry product.
- Package should be light and compact
- Durable: resistance to vibrations and shock
- Replacement parts must be easily shippable
Use Study
Main Steps
The main steps in using the product on a typical snowboarding ride are listed below.
- Travel to mountain and ski resort
- Purchase ticket
- Put on boots, hat, gloves
- Strap front boot into binding
- Take ski lift and get to the top of mountain
- Strap rear boot into binding
- Go down the slope traversing the fall line
- Unstrap rear foot and take ski lift again
The snowboard is comprised of two main parts: the board and the bindings. We analyse how to use each of them separately.
Bindings
The bindings attach the boots of the snowboarder to the board. They enable the user to control the board by using his weight and exerting forces on his legs.
Before fitting the boots into the bindings, the user can adjust the angle that the bindings makes with the board. By releasing the four screws that secure the mounting disk to the board, the mounting disk can be pulled off, allowing the base plate to rotate. Once the user has set the base plate to the desired angle, he can tighten the screws that secure the mounting disk to the board. The mounting disk itself will secure the base plate.
Each boot is held into place by two strap-and-buckle assemblies and a highback. The toe strap secures the front part of the boot to the baseplate, while the ankle strap tightens the upper part of the boot against the highback. The user begins with adjusting the desired angle for the highback (the angle will affect the style of riding) by releasing the angle limiter lever, setting it to the desired position and tightening it again. Then, he pulls the levers of the buckles to release both toe and ankle straps so that he can insert his snowboard boot into the binding. Then, he tightens both straps to secure the boot into the binding.
Board
The board enables the user to slide straight on the snow, but it also enables the user to make turns. In order to make a turn, the user first has to bend the board using his legs. Then, using his center of gravity, he has to tilt the board so that one of edges of the board goes into the snow and cuts the ice. Because the board is bent, the edge is rounded and this will make the snowboard turn. The user can turn on the front or rear edge. By switching between turning and riding straight, the user can then go down the slope in slalom.
Mechanical Function
Product Parts
Exploded Assembly
Here we show the exploded assembly that results from the dissection of one binding. The board itself and the other binding are not shown on the picture.

Bill of Materials
The bindings make up the most part of the dissection of the snowboard. The dissection has resulted in more parts than one would expect of a binding. Below is a table listing all the individual components that constitute the snowboard.
| Part # | Part Name | Quantity | Material | Function | Manufacturing process | Weight [g] | Image |
|---|---|---|---|---|---|---|---|
| 1 | Board | 1 | Steel, Resin, Plastic, Wood, Fiberglass | Glides on snow and cuts ice with its edges, frame of bindings | Manual application of resin and layers of plastic, fiberglass and wood | 3518 | |
| 2 | Screw (1) | 8 | Steel | Fixes bindings to board | Thread Rolling | 5 | 
|
| 3 | Washer (1) | 4 | Steel | Protects piece from screw | Stamping | 0.75 | 
|
| 4 | Nuts (1) | 4 | Steel | Attach strap to binding | Hot Forging | 8 | 
|
| 5 | Buckle Screw | 1 | Steel | Attaches buckle to strap | Thread Rolling | <1 | 
|
| 6 | Ankle Ladder Strap | 1 | Plastic | Fixes upper part of boot to binding | Injection Molding | 16 | 
|
| 7 | Plastic Piece (1) | 2 | Plastic | Injection Molding | <1 | 
| |
| 8 | Screw (2) | 2 | Steel | Thread Rolling | 9 | 
| |
| 9 | Screw (3) | 1 | Steel | Thread Rolling | 4 | 
| |
| 10 | Washer (2) | 1 | Steel | Protects piece from screw | Stamping | <1 | 
|
| 11 | Metal Ring | 4 | Steel | Protect plate (n°18) from screws | Stamping | 1.5 | 
|
| 12 | Screw (4) | 1 | Steel | Thread Rolling | <1 | 
| |
| 13 | Large Anchor Nut | 1 | Steel | Attaches foam pad (n°46) to straps (n°-) | Hot Forging | <1 | 
|
| 14 | Small Anchor Nut | 1 | Steel | Fixes strap (n°22) | Hot Forging | <1 | 
|
| 15 | Angle Limiter Lever | 1 | Plastic | With the frame (n°16), sets angle of highback (n°24) | Injection Molding | 10 | 
|
| 16 | Angle Limiter Frame | 1 | Plastic | With the lever (n°15), sets angle of highback (n°24) | Injection Molding | 9 | 
|
| 17 | Toe Ladder Strap | 1 | Plastic | Fixes lower part of boot to binding | Injection Molding | 9 | 
|
| 18 | Mounting Disk | 1 | Plastic | Secures the baseplate to the board, and allows different angles between board and binding | Injection Molding | 68 | 
|
| 19 | Highback Padding | 1 | Foam | Softens connection between leg and binding | Cutting | 6 | 
|
| 20 | Washer (3) | 1 | Steel | Protects piece from screw | Stamping | <1 | 
|
| 21 | Toe Strap (1) | 1 | Plastic | Attaches buckle and fixes lower part of boot | Injection Molding | 10 | 
|
| 22 | Toe Strap (2) | 1 | Leather | Attaches buckle and fixes lower part of boot | Cutting | 33 | 
|
| 23 | Nut (2) | 1 | Steel | Hot Forging | <1 | 
| |
| 24 | Highback | 1 | Plastic | Supports rear of boot | Injection Molding | 133 | 
|
| 25 | Baseplate | 1 | Plastic | Frame of binding | Injection Molding | 276 | 
|
| 26 | Damper | 1 | Rubber | Dampers vibrations and shocks from board to binding | Cutting | 79 | 
|
| 27 | Metal Fixation (1) | 1 | Steel | Frame of buckle | Hot forging | 12 | 
|
| 28 | Lever (1) | 1 | Plastic | Opens or closes buckle | Injection Molding | 5 | 
|
| 29 | Metal Fixation (2) | 1 | Steel | Frame of buckle | Hot Forging | 12 | 
|
| 30 | Rivet (1) | 1 | Steel | Connects angle limiter (n°15) pieces | Hot Forging | <1 | 
|
| 31 | Rivet (2) | 6 | Steel | Connects buckle pieces | Hot Forging | 1 | 
|
| 32 | Metal Fixation (3) | 1 | Steel | Frame of buckle | Hot Forging | 26 | 
|
| 33 | Lever (2) | 1 | Aluminium | Opens or closes buckle | Hot Forging | 19 | 
|
| 34 | Plastic Piece (2) | 1 | Plastic | Holds buckle pieces in place | Injection Molding | 4 | 
|
| 35 | Spring (1) | 1 | Steel | Returns lever to original position | Hot Forging | <1 | 
|
| 36 | Rivet (3) | 1 | Steel | Connects buckle pieces | Hot Forging | <1 | 
|
| 37 | Rivet (4) | 1 | Steel | Connects buckle pieces | Hot Forging | <1 | 
|
| 38 | Plastic Piece (3) | 1 | Plastic | Holds buckle pieces in place | Injection Molding | 5 | 
|
| 39 | Metal Fixation (4) | 1 | Steel | Frame of buckle | 22 | 
| |
| 40 | Lever (3) | 1 | Plastic | Opens or closes buckle | Injection Molding | 4 | 
|
| 41 | Plastic Piece (4) | 1 | Plastic | Holds buckle pieces in place | Injection Molding | <1 | 
|
| 42 | Spring (2) | 1 | Steel | Returns lever to original position | Hot Forging | <1 | 
|
| 43 | Ankle Strap | 1 | Plastic | Fixes upper part of boot | Injection Molding | 65 | 
|
| 44 | Foam Pad | 1 | Foam | Softens connection between foot and strap | Cutting | 58 | 
|
| 45 | Bolt | 1 | Steel | Connects foam pad (n°46) to retainer (n°47) | Cold Forging | <1 | 
|
Design for Manufacture and Assembly
Design for Manufacture
Snowboard manufacture is a manual process. Plastic, fiberglass, and wood are layered successively to form a durable board with the necessary mechanical and dynamic properties. Additionally a steel edge is affixed to encircle the board edge entirely to facilitate grip on snow and ice. The layers and edge are bonded with an epoxy resin, which is cured in a press under heat and pressure.
In some ways, the board is designed for ease of manufacture. The manufacturing process takes advantage of plastic as an ideal surface for printed graphics. Wooden or foam core layers are easy to work with.
Otherwise, however, the layering to form the composite board and handling of resins is cumbersome and potentially hazardous. The manufacturing process could be expedited by automating the sizing, printing, layering, cutting, and bonding of the various layers.
In addition, binding manufacture was considered. Multiple sets of functionality are provided for by parts in slightly different configurations, which decreases replaceablilty and standardization. For example, the rivets and screws are nearly identical throughout but could be standardized completely. Furthermore the buckle and strap assemblies for toes and ankles are similar but could also be made identical. Finally, the bindings have an asymmetrical footprint contoured to accommodate a left and a right foot. This may be optimizeable, since the binding can be made to securely hold a symmetrically shaped boot.
Design for Assembly
There is no post-manufacture assembly of the snowboard, as it is one piece.
The bindings are assembled, consist of several sub assemlbies, and total 44 parts each. Subassemblies for the toe and ankle buckles are similar, but could be made identical. The screws and rivets used to fix the straps and buckles to the binding could also be standardized. Bindings come in pairs, but the foot prints of the left and right are not symmetrical. This may not be necessary and adversly affects replaceability.
DFMA Conclusions
- A snowboard is made from composite materials, which are difficult and cumbersome to work with
- The snowboard manufacturing process is manual, labor intensive, and may be completely overhaulable
- Binding components can be standardized to facilitate assembly and replacement
Failure Modes and Effects Analysis
Design for Environment
A snowboard has very low greenhouse gas emissions in use. The only emissions associated with use are the additional emissions from transport, which we consider negligable if transported inside a vehicle, but could be significant if transported externally, as for example on the roof of a car which would add drag. To assess the design for environment we considered that snowboards are transported in a ski rack on a car and then the added CO2 of drag and the CO2 from manufacturing was estimated.
The emissions caused by the added drag can be estimated by considering a increase in fuel consumption of 5% when using a ski rack [ 1 ] . When estimating an average driving distance to snowboard as 200 miles, a car with 20 miles/gallon, 5 trips/year, a 10 year life span and an average of 3 snowboards in the rack, the amount of gas needed to compensate for the ski rack can be estimated to 8.3 gallons. Considering 8.9 kg CO2 per gallon of gas [ 2 ] the total CO2 emissions from the use of a snowboard is approximately 75 kg. For such a rough estimate it is natural to round it to the nearest order of magnitude of 0.1t CO2.
To estimate the amount of CO2 emissions from manufacturing we used the Economic Input-Output Life Cycle Assessment (EIO-LCA) method [ 3 ] to create the table of CO2 emissions below. The table represents the CO2 emission from all the economic sectors involved in producing products of a 1 million $ value from the sporting and athletic goods manufacturing sector. This method gives a total of manufacturing emissions as 0.25t CO2 when considering an average price of 400$ for a snowboard.
Table [1]: CO2 emissions for 1 million $ spent in the sporting and athletic goods manufacturing sector
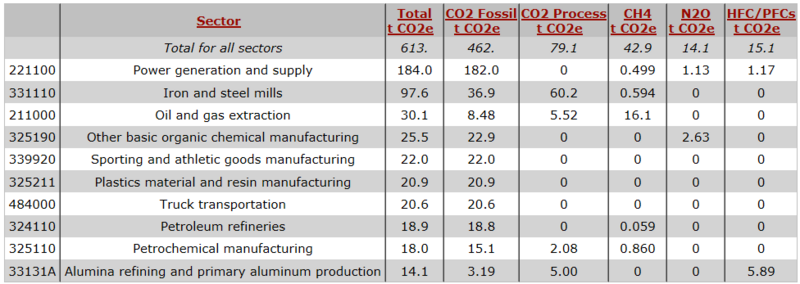

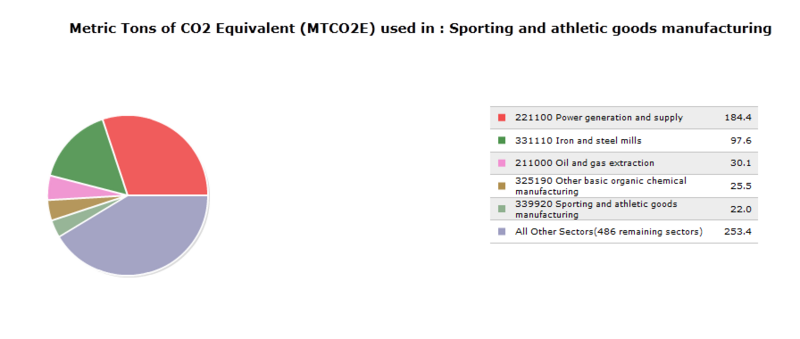

However the method is very unprecise in our case as snowboards only represents a small fraction of the sporting and athletic goods manufacturing sector, so the value found represents the average emissions from all sports equipment which could vary enormously from one product to another.
At the end of the use cycle the snowboard would most likely end up in a landfill, as it contains a mixture of wood, plastic, metal,resin leather and foam, which would be extremely expensive and inefficient to take apart and recycle. Instead of attempting to make a recycleable snowboard it would be more effective to attempt to increase the use cycle. This could be done by improving the surface quality, having replaceable edges or making it easier to change the color and designs on the board to make it look up to date.
DFE Conclusions
The total estimated CO2 emissions from the board are 0.35t. The conclusions are that if a tax of 40$ per ton CO2 is implemented, the snowboard would cost 14$ more (a 3.5% increase in price). A consumer would probably not be affected by this increase in price, however if the cost is paid by the manufacturers it would be significant as they would lose 14$ times number of boards sold, possibly losing millions. If this is the case manufacturers would likely look for ways in which to reduce this cost. Transporting the snowboard during the use cycle accounts for around 30% of this CO2 cost and reducing this is what our group identifies as the main area in which the snowboards carbon footprint can be improved.
Team Roles
Saviz Mowlavi - Team Leader
Evan Walden - FMEA Lead
Philip Brown - DFMA Lead
Erik Ringvold - DFE Lead
Christopher Tomaszewski
References
[1] http://editorial.autos.msn.com/article.aspx?cp-documentid=435406 [2] http://www.eia.gov/oiaf/1605/coefficients.html [3] http://www.eiolca.net/
